


Suppliers of pvc extruder
Download Catalogue
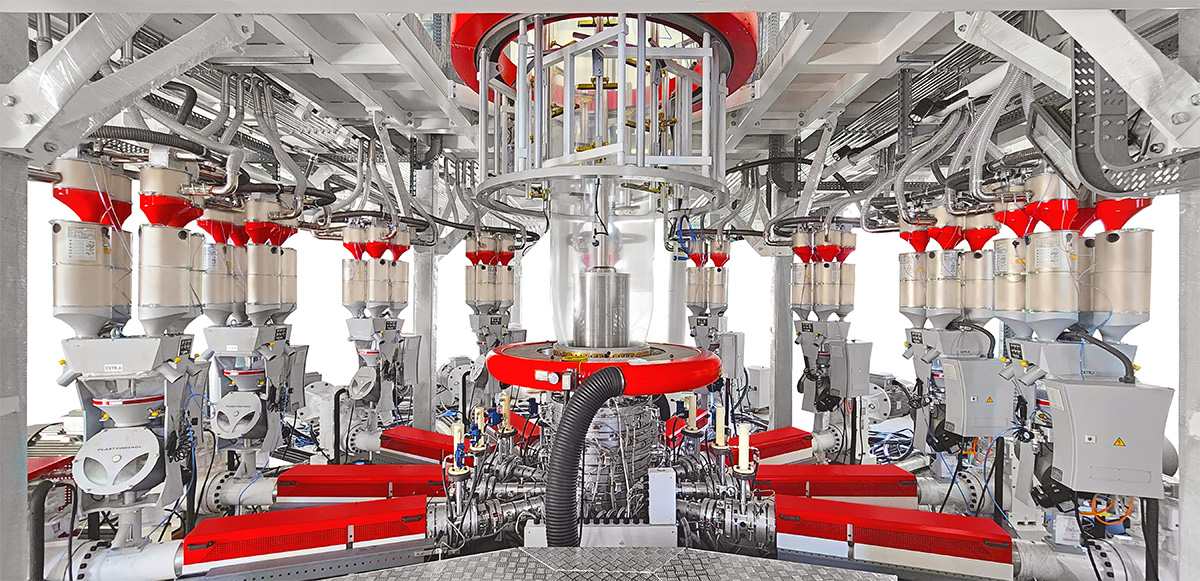
NonaFoil ®
NonaFoil
At the forefront of next-generation blown film production, Nonafoil pioneers high-performance recyclable barrier films, addressing plastic waste reduction with advanced nine-layer co-extrusion.
Nonafoil integrates Industry 4.0 compliance, creating a smart, connected ecosystem for seamless operations ensuring real-time data utilization and predictive maintenance.
As a circular economy champion, Nonafoil prioritizes sustainability from production to end-of-life management.
Nonafoil offers customized configuration for versatile applications including recyclable barrier films with an EVOH layer of as low as 2 µm. Nonafoil excels in diverse applications even using recycled materials, and biomaterials. To conform to strict quality standards, it is equipped with gravimetric dosing and blending, film thickness measurement with automatic control and integrated supervisory control.
Short start-up and changeover times reduce raw material waste, emphasizing productivity, flexibility, and sustainability. Nonafoil is the machine of choice for optimal blown film quality with maximum output rates.
Rajoo presents high-tech flexible packaging solutions tailored for various applications, from industrial and laminating films to medical and bakery product packaging. Our films offer exceptional mechanical properties, extended shelf life, customization options, and operational efficiency.
Diverse Applications:
- Industrial Film
- Laminating Film
- Lidding Film
- Meat/Poultry Packaging
- Medical Film
- Milk Film
- Nappy Linings
- Bakery Products Packaging
- Protective Film




Advantages
Advantages
- Exceptional Mechanical Properties: Ensures robust protection, reducing the risk of damage and leakage.
- Extended Shelf Life: Prolongs the shelf life of products with effective oxygen reduction methods.
- Customization with Print Options: Tailors packaging to brand specifications with printed or non-printed films.
- Expertise in Technology and Production: Leverages a highly trained team with extensive experience in technology, packaging, film production, and printing.
- Operational Efficiency with Transparency and Gloss: Enhances quality through high transparency and gloss, contributing to an efficient packaging process.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}